Today´s topic, Batch Management and Optimisation, is actually a logical add-on to one of our blog posts we shared with you a couple of months ago with the title: Energy KPI.
Within the Batch Management the focus is set on identifying energy and resource consumptions of individual production steps of a product and how these differ from batch to batch. This analysis is the basis for efficiency evaluations and possible optimisations.
The measured and calculated consumption data alone does not provide enough information for determining the efficiency of a system. They are only precisely interpreted when the underlying processes are known. Usually, the complete process workflow including the individual process steps are known and documented within the lead and process planning systems. Collecting data of time sequences, the retention time within the individual steps and the precise allocations of installations and machines however, are no easy processes. This information is usually embedded within the controls and not accessible for data output.
Yet, it has been shown that with the help of simple methods process workflows can be tracked and documented. Here too, it is possible to work with proxies that allow conclusions regarding chronological process workflows. So, this way monitoring status values, energy load consumptions, on and off intervals etc. has proven its success. Collecting these measurement data is easy and cost-effective.
The complete data collection of the energy and resource consumptions including their process workflows are based on that all sizes are referenced on one timeline. There are many different methods to estimate saving potential. The most expedient way is by determining the physically required energy amount for the individual process steps. An easy thing to do – but this value will probably never be reached in the praxis. It does display, however, the theoretically possible saving potential. This can give a first indication whether in assumptions of a realistic efficiency factor, further observations are worth the while or not.
An overall view is worthwhile, if the energy that is used within the process is based on secondary energy. This is influenceable when converting from primary energy. The increase of efficiency for the “production” of secondary energy (often steam, coolness and compressed air) effects all linked processes, so, this lever should be considered!
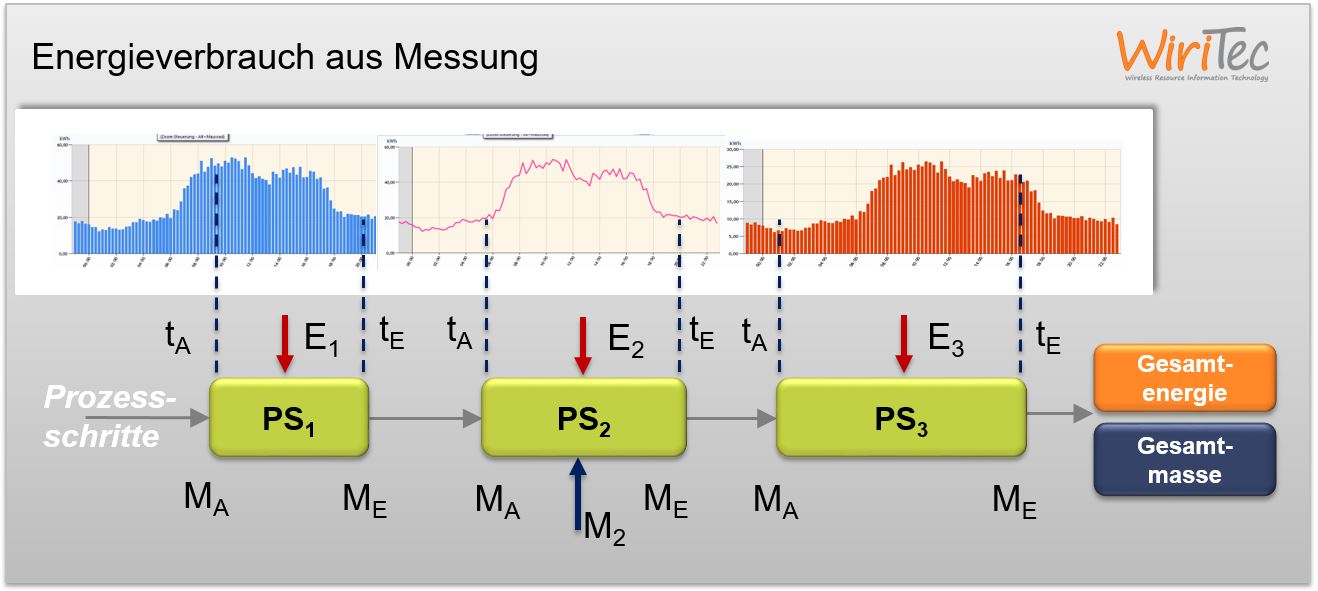
Schematic display of combination from consumption data with production information